
















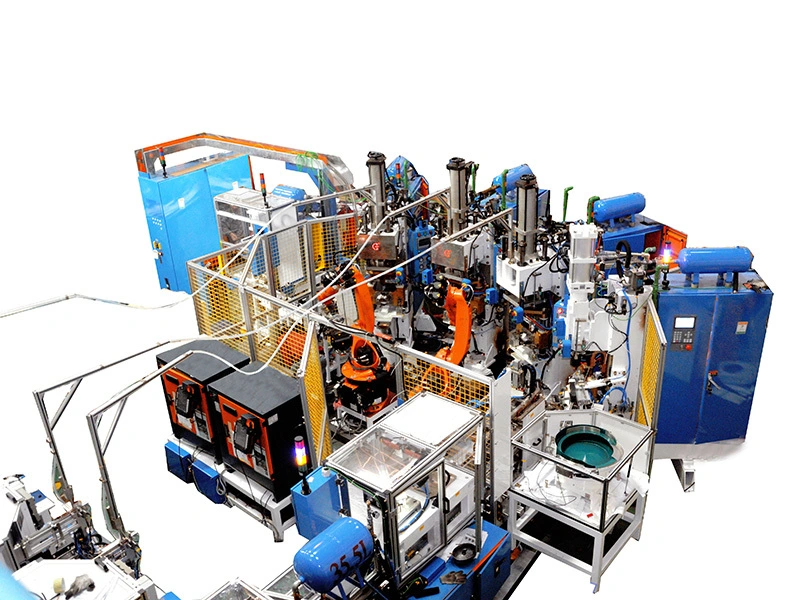
空气压缩机焊接自动化系统
作为 亨龙 智能设备空气压缩机电动焊接机,冰箱空气压缩机自动化焊接系统,冰箱空气压缩机导管焊接机,440KVA电阻焊接机是由高材料制成的,它符合国际标准。
空气压缩机焊接自动化系统
| 物品 | 高度 | 长度 | 宽度 |
| 尺寸 | 2800 | 8900 | 9000 |
| 物品 | 范围 |
| 额定容量(KVA) | 440kva-five套装,660KVA-一组 |
| 电源(v/¢/Hz) | 380/ 3 /50 |
| 主要电流(a) | 350;500 |
| 额定占空比(%) | 20 |
| 次级空电压(V) | 10.4 |
| 气缸笔(mm) | 150 |
| 焊接速度(S/件) | 7 |
| 最大限度。 焊接压力(kgf) | 1500,2500 |
| 压缩气压(MPA) | 0.6~0.7 |
| 压缩空气消耗(0.5MPA气压,中风:100mm)(L/一次) | 160 |
| 冷却用水量(l/min) | 130 |
| 主电缆规格(mm 2 ) | 50MM 2 -5套; 70mm 2 -1设置 |
| 最大限度。 短路电流(KA) | 60;85 |
特征
1. 冰箱空气压缩机焊接自动化系统配备了自动喂食铜管系统和连接端子自动饲料。
2. 配备了两组Kuka机器人输送系统。
3. 该焊接机是专门为盒子车身自动焊接操作而设计的。
背景信息
由于压缩机生产行业的劳动力高昂,我们将自动喂养,焊接和输送系统结合在一起,并在冰箱空气压缩机生产的焊接过程中结合在一起。 它可以集成到完全自动的制造线中。
空气压缩机铜管和支架机器人焊接工作站
| 物品 | 高度 | 长度 | 宽度 |
| 尺寸 | 2500 | 3350 | 7000 |
| 物品 | 范围 |
| 额定容量(KVA) | 660+165 |
| 电源(v/¢/Hz) | 380/ 3 /50 |
| 主要电流(a) | 500 |
| 额定占空比(%) | 20 |
| 次级空电压(V) | 10.4 |
| 喉咙深度(mm) | 340 |
| 臂间隙(mm) | 122 |
| 气缸笔(mm) | 150 |
| 焊接速度(S/件) | 12 |
| 最大限度。 焊接压力(kgf) | 2454(空气吸管); 1000(支架) |
| 压缩气压(MPA) | 0.6~0.7 |
| 压缩空气消耗(0.5MPA气压,中风:60mm)(L/一次) | 28 |
| 冷却用水量(l/min) | 24 |
| 主电缆规格(mm 2 ) | 3*70+2*16 |
| 最大限度。 短路电流(KA) | 85(空气吸管); 30(支架) |
特征
1. 焊接系统配备了空气吸管自动焊接系统。
2. 配备了安装支架自动焊接系统。
3. 机器人输送系统,以实现最佳效率。
背景信息
由于压缩机产品的生产过程中的人工成本高, 亨龙 在冰箱空气压缩机生产的焊接过程中结合了自动喂养,焊接和输送系统。 它可以集成到完全自动的制造线中。
压缩管焊接机
| 物品 | 高度 | 长度 | 宽度 |
| 尺寸 | 3000 | 1800 | 1940 |
| 物品 | 范围 |
| 额定容量(KVA) | 660 |
| 电源(v/¢/Hz) | 380/ 3 /50 |
| 主要电流(a) | 500 |
| 额定占空比(%) | 20 |
| 次级空电压(V) | 10.4 |
| 喉咙深度(mm) | 310 |
| 臂间隙(mm) | 105 |
| 气缸笔(mm) | 150 |
| 焊接速度(S/件) | 7 |
| 最大限度。 焊接压力(kgf) | 2500 |
| 压缩气压(MPA) | 0.6~0.7 |
| 压缩空气消耗(0.5MPA气压,中风:60mm)(L/一次) | 14.43 |
| 冷却用水量(l/min) | 24 |
| 主电缆规格(mm 2 ) | 3*70+2*16 |
| 最大限度。 短路电流(KA) | 85 |
特征
1. 冰箱空气压缩机导管焊接机配备了660KVA MFDC投影焊接单元。
2. 焊接设备配备了空气吸管自动进料系统。
3. 焊接系统配备了手动枪管喂养过程。
背景信息
对于我们的导管焊接机,我们在冰箱空气压缩机生产的焊接过程中将自动进料,焊接和输送系统组合在一起。 它可以集成到完全自动的制造线中。
液体蓄能器焊接机的顶部和底盖
| 物品 | 高度 | 长度 | 宽度 |
| 尺寸 | 2750 | 3950 | 3150 |
| 物品 | 范围 |
| 额定容量(UF) | 120000 |
| 电源(KVA/V/¢/Hz) | 135/380/3/50 |
| 主要电流(a) | 210 |
| 额定占空比(%) | 50 |
| 次级空电压(V) | 27-30 |
| 次要电压调节系列 | 2 |
| 气缸笔(mm) | 150 |
| 最大限度。 焊接压力(kgf) | 10000 |
| 压缩气压(MPA) | 0.6~0.7 |
| 压缩空气消耗(0.5MPA气压,中风:60mm)(L/一次) | 14.43 |
| 冷却用水量(l/min) | 10 |
| 主电缆规格(mm 2 ) | 50 |
特征
1. 液体蓄能器焊接机的顶部和底盖配备了120kJ中型电压电容器排放焊接单元。
2. 焊接系统配备了气体液体缸加压系统。
3. 栅极型身体机制。
背景信息
带有液体蓄能器的冰箱空气压缩机通常是构造的形式组件,它们在炉子中经历了铜制过程,该过程需要大量能源消耗的大生产中心。 现在,我们利用电阻技术,焊接过程可以在几秒钟内完成,从而节省了能量和时间。
该产品是行业中最全面的产品之一。