
















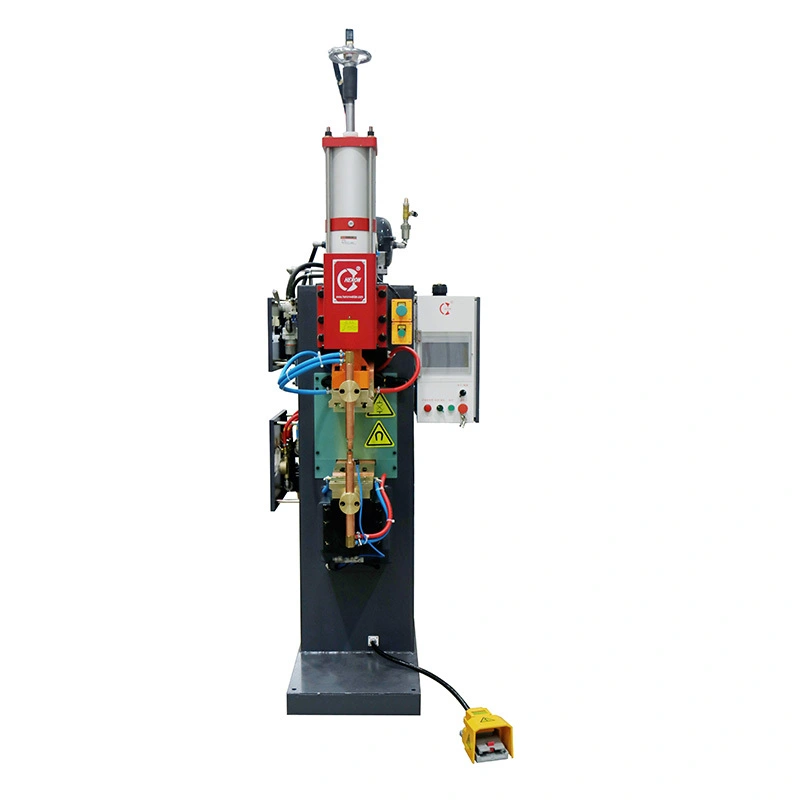
L type MFDC Spot & Projection Welder DB-110KVA
Description
The L type MFDC spot & projection welder DB-110KVA with roller ram and strong frame, which ensure excellent spot and reliable projection welding process, with the rise of welding current in 3ms and a maximum short-circuit current of 60KA.
Main Features
|
Welding head can be |
Roller ram or round shaft guide , cylinder specifications φ160 * 120 |
|
Equipment color |
Machine body : graphite gray RAL7024, back door signal white RAL9003; control box: front :signal white RAL9003, body graphite gray RAL7024 welding head : red RAT4L001 |
|
Water circuit |
Display table + flow switch |
|
Controller |
HRC-802 (with PLC) |
|
Throat depth |
500mm |
|
Platen gap |
340mm |
|
Power |
Available for 110KVA |
|
Inverter size |
600A/1200A |
|
Electrode tile |
T-type (150 wide) |
|
PLC |
Mitsubishi / Siemens optional |
|
Touch screen |
Kunlun Tongtai |
|
Feet |
Shock-absorbing feet |
Application
It is a kind of resistance welding process using MFDC inverter power supply. The power input is three-phase power frequency while the output is single-phase medium frequency. The increase in frequency results in a significant reduction in the size of the welding transformer. The welding time is measured in milliseconds, with high concentration of welding energy and the workpiece is positioned between upper and lower electrodes. The welding current and time are controlled by a medium frequency inverter resistance welding controller, while the electrode pressure is adjusted accordingly. After that, the pressure between the electrodes is set, and when the high current passes through the welded part, the high temperature generated by the contact resistance melts the welded base material and forms the weld nucleus, which significantly reduces power grid demands compared to AC single-phase welding power sources.
Welding Samples
Specification
|
Model |
DB-110 |
|
|
Rated Capacity |
KVA |
110 |
|
Power Supply |
V/Φ/Hz |
|
|
Max. Primary Current |
A |
100 |
|
Primary Cable |
MM2 |
3*35+2*16 |
|
Max. Short Circuit Current |
KA |
24 |
|
Rated Duty Cycle |
% |
20 |
|
Secondary Empty Voltage |
V |
10.4 |
|
Welding Cylinder Size |
Φ*L |
Φ120*100 |
|
Max. Working Pressure |
N |
6027 |
|
Throat Depth |
MM |
424 |
|
Arm Gap |
MM |
410 |
|
Dimensions |
H(MM) |
1758 |
|
L(MM) |
1009 |
|
|
W(MM) |
767 |
|